|
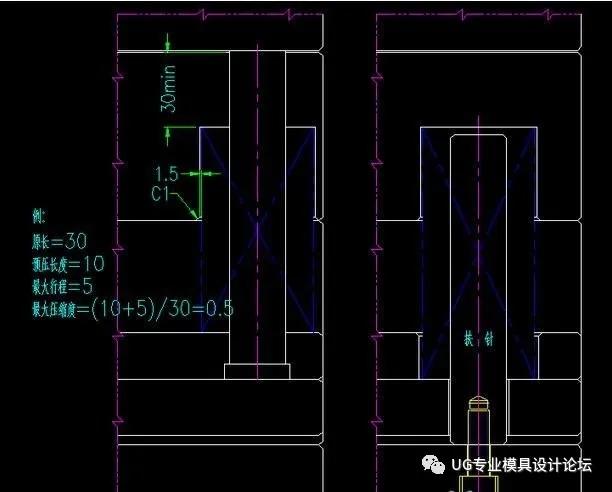
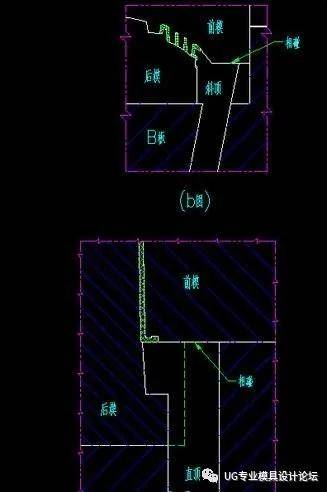
一:弹簧复位 1).弹簧通常加在回针上,且弹弓周围须有1.5mm空位及加上倒角.回针至少要有30mm管位. 2).在所用弹簧过长回针管位不够,或在模具上四支弹簧的力量不够需另加弹簧时,可加扶针再套上弹簧如(b图). 3).在顶出行程超过180mm,或模胚在7070以上时,不能只靠弹簧复位,需加辅助复位机构.考虑用油缸复位, 4).弹簧压缩比计算公式如下图(a图)所示.黄弹簧压缩比不能超过0.55,蓝弹簧不能超过0.45. 二:拉杆强制复位及回复块标准 1: 拉杆强制复位使用方法与原则 1).在不便于弹簧复位时,可用拉杆复位. 2).在顶针板靠近回复块两侧处须加两个螺丝,以免顶出时回复块处的面针板变形.螺丝 大小同顶针板螺丝. 3).一套模具上回复块个数为1,2,4个. 使用方法如下图片所示: 2: 回复块标准 回复块材料用黄牌,氮硬. 三:回针下面加弹弓胶的复位原则 回针下面加弹弓胶是为了使回针顶部先接触而受力.有以下几种情况回针底部必须加弹弓胶: 1).顶针或司筒针与前模或前模镶针碰穿. 2).斜顶或直顶与前模相碰. 下图为弹弓胶使用的方法与位置: 下图片为在什么情况使用说明 四: 先复位机构 在以下情况要求安装先复位机构,以保证安全合模. 1).行位下有顶针 2).行位插入斜顶内 3).前模行位碰斜顶 先复位结构如下:
| 
 /1
/1